 |
新聞動態more>>
隨著國內制造業經濟的快速發展,輕、重工業迅速崛起;渣漿泵的需求數量也越發增多,如何生產制造并加工出性能優良的渣漿泵成為了生產企業不斷探索的目標。碩朔簡要闡述渣漿泵的用途及材質,及適合加工渣漿泵零部件的刀具。
一、渣漿泵的特點及材質?
渣漿泵又稱為離心泵,是借用離心力泵的葉輪的旋轉的作用,使固態和液態混合介質能量增加并將電能轉換成介質的動能和勢能的一種機械設備。
由于渣漿泵的工作環境差,常工作在強酸、強堿等腐蝕性物質的生產加工環境中,導致使用壽命短,為了使渣漿泵獲得很好的使用壽命,通常選用高強度、高硬度、高耐腐蝕性及耐磨蝕性強的高鉻合金鑄鐵作為渣漿泵的主要材料,如Cr15Mo3,Cr15Mo2Cu,KmTBCr12 ,Cr20 ,Cr26等。
高鉻合金鑄鐵鑄造后的硬度高達HRC60左右,是當前性能最好的耐磨材料之一,主要廣泛用于礦山、電力、冶金、煤炭、環保等行業輸送含有磨蝕性固體顆粒的漿體。渣漿泵的工作環境不同,名稱也隨著改變,如在洗煤行業、海水選砂和疏浚河道等領域,又被稱作泥漿泵、泥泵等。
二、渣漿泵零部件的加工工藝
渣漿泵的零部件很多,主要部件有葉輪、泵軸、護套、前護板、后護板、泵殼和軸封裝置。其中葉輪的作用是將原動機的機械能直接傳給液體,以增加液體的靜壓能和動能(主要增加靜壓能)。軸封裝置的作用是防止泵殼內液體沿軸漏出或外界空氣漏入泵殼內。下面就簡單介紹一下渣漿泵零部件葉輪和泵軸(如下圖)的的加工工藝。
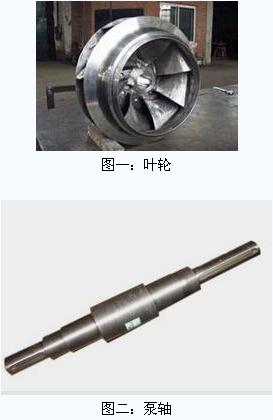
葉輪的加工工藝:粗車進口端口環和前板面→精車前口環與內孔(保證同心度要求)→插鍵槽(保證鍵槽對稱度)→鉆葉輪平衡孔(保證大小均勻分布)→檢驗(平衡試驗)→檢驗入庫。
泵軸的加工工藝:粗車→熱處理(調質)→半精車→精加工→銑鍵槽→磨外圓→檢驗入庫。
其中泵葉輪是渣漿泵中唯一的做工部件,常采用Cr26作為主要材料。葉輪有5-12個葉片,采用車床加工時較難加工,原因在于一:是Cr26(高鉻鑄鐵)經過鑄造之后硬度高,并且大型鑄造件常出現鑄造缺陷,如白口,硬質點等;二是葉輪屬于斷續切削,這就給加工又增加了難度。
三、加工渣漿泵零部件選擇刀具
目前市場上有三種類材質刀具可加工渣漿泵零部件:硬質合金刀具、陶瓷刀具和立方氮化硼刀具。實踐證明立方氮化硼刀具較適合加工渣漿泵零部件。
由于渣漿泵零部件鑄造或經過熱處理后的硬度高,使其加工不易。機械制造商最早采用硬質合金刀具來加工渣漿泵零部件,但硬質合金刀具由于自身刀體硬度不夠,加工渣漿泵零部件尤其是大型鑄件表面高低不平,存在鑄造缺陷,加工過程中導致硬質合金刀具磨損快,一個工件加工不完就要換刀,影響加工效率,刀具費用高。
之后采用陶瓷刀具,陶瓷刀具的特點就不依次說明,可在我司新聞中查找,所以陶瓷刀具不適合加工渣漿泵零部件,如選擇陶瓷刀具,必須在不需要考慮公司整體效益的情況下,精加工選擇小進給量的加工渣漿泵零部件較適宜。
以上兩種刀具均不能很好的解決渣漿泵難加工的問題,之后研制出立方氮化硼刀具,雖說立方氮化硼刀具的脆性是不爭的事實,但相較于陶瓷刀具還是比較抗沖擊性的,但開始也是主要適用于精加工工序中。碩朔精密研制超硬的非金屬粘合劑立方氮化硼刀具,亦可用于粗加工渣漿泵零件也可用于精加工中;從硬度上:此類刀具排序依次為碩朔立方氮化硼刀具>陶瓷刀具>硬質合金刀具;從韌性上:碩朔立方氮化硼刀具>硬質合金刀具>陶瓷刀具;
碩朔精密,專業于加硬材料及淬火材料的加工,國內首次提出粗加工用“立方氮化硼整體聚晶刀片”概念,獨家非金屬粘合劑立方氮化硼刀具在高硬度材料,熱處理后的高硬度工件,和其他難切削材料的零件等領域得到廣泛應用,并且打破了國外加工高硬度難加工材料的壟斷,在超硬刀具加工領域表現突出。
碩朔精密超硬非金屬粘合劑立方氮化硼刀具的特點有:與硬質合金刀具相比硬度高,耐磨性好;與陶瓷刀具和傳統立方氮化硼刀具相比抗沖擊性強,可斷續切削加工渣漿泵零部件葉輪。
四、碩朔精密超硬非金屬粘合劑立方氮化硼刀具加工渣漿泵零部件葉輪的案例

加工材料:高鉻鑄鐵Cr26;
加工工序:車削外圓,端面;
切削參數:vc=75m/min,ap=2.5-5mm,f=0.1mm/r;
加工方式:斷續切削;干式切削。
加工效果:在車削葉輪使由于葉輪有5-12個葉片,所以葉輪每轉一周刀具要承受5次-12次沖擊。立方氮化硼刀具斷續切削過程中沒有產生斷裂破碎,并且在非金屬粘合劑立方氮化硼刀具的切削速度高于陶瓷刀具的同時,單刃壽命是陶瓷刀具的7倍,充分展現了非金屬粘合劑立方氮化硼刀具的抗沖擊性,不僅降低了刀具的使用成本,車削效率也提高了。
刀具材質 | 切削速度 | 單刃壽命 | 刀具磨損 |
非金屬粘合劑立方氮化硼刀具 | 75m/min | 7件/刃 | 正常磨損 |
陶瓷刀具 | 35m/min | 1件/刃 | 崩損破裂 |
五、結論
隨著現代技術的不斷發展,機械制造商都在努力使工件獲得更好的使用壽命,就如渣漿泵行業也都采用更耐磨耐腐蝕的高鉻鑄鐵材質作為主要材料,這對刀具行業來說是無形中的壓力,面對以上情況,刀具生產企業也就只能努力研制出高質量高性能高效率的刀具材料,才能順應時代的發展。

