 |
新聞動態more>>
鈦合金難加工怎樣選用合金刀具材質,鈦合金切削加工中選用碩朔精密刀具材質的特點
在制造行業,經常會有碰到加工鈦合金材料,而由于鈦的特性導致其極難加工;因鈦合金與常用金屬比較具有更好的強度、韌性、延展性以及較好抗氧化性與耐腐蝕性。這使得鈦合金在航空航天、汽車、化工和醫療器械等領域得到廣泛使用。碩朔精密刀具針對如何實現鈦合金的高速、高效切削加工;成為加工鈦合金刀具的關鍵所在。而加工鈦合金刀具的涂層在切削刀具中也起到很好的作用,好的涂層可以改善刀具耐磨性,提高其高溫硬度、隔熱性能、熱穩定性、沖擊韌性等,從而大幅提高刀具的切削速度及使用壽命。
關于鈦合金特性、應用
鈦合金在韌性、延展性、特別是強度遠遠超過其他金屬材料,可以制造出單位強度高、剛性好、質量輕的產品部件。近些年來鈦合金被大量用于飛機上以代替鋁合金,其原因就是由于鈦合金的熱穩定性好,高溫強度高,在300~500℃下,其強度約比鋁合金高10倍,工作溫度可達500℃。對堿、氯化物、氯的有機物品、硝酸、硫酸等有優越的抗腐蝕能力,同時鈦合金在潮濕的環境中以及海水介質中,對點蝕、酸蝕、應力腐蝕的抵抗力遠超不銹鋼。使用鈦合金加工制作的產品還具有硬度高、熔點高、無毒、無磁等特性。
基于上述一系列優良的性能,鈦合金首先被應用于航空。1953年,美國道格拉斯公司第一次把含鈦材料應用于DC2T發動機吊艙以及防火壁上,取得了良好的效果。在航空航天領域,航空發動機的風扇、壓氣機、蒙皮、機身和起落架等部位最先使用鈦合金作為關鍵材料,使得飛機整體減重約30%~35%。鈦合金還成功應用于核潛艇的耐壓殼體、海水管路系統、冷凝器和熱交換器、排風扇的葉片、推進器和軸、彈簧、航母上的消防設備、螺旋槳、噴水推進裝置、舵等船用部件。此外,由于鈦合金具有良好的生物相容性、耐腐蝕性、力學性和加工性能,已經成為最適宜的生物醫學金屬材料,成功應用于人工膝關節、股關節、齒科植入體、牙根及義齒金屬支架等,其中,醫用植入物材料常用Ti6Al4V,Ti3Al-2.5V合金也因其有好的冷成型性、耐腐蝕及力學性能在臨床上被用作股骨和脛骨的替換材料。
鈦合金加工存在的難點
(1)變形系數小,在鈦合金材料的切削加工中是一個比較明顯的特征。在切削加工的過程中,切屑與前刀面接觸的面積太大,切屑在刀具的前刀面上行程比一般材料的切屑要大的多,在這樣長時間的行走會導致刀具磨損嚴重,而行走過程中還會發生摩擦導致刀具的溫度升高。
(2)切削溫度高,一方面前面提到的變形系數小會導致一部分的溫度升高。而鈦合金切削加工過程中切削溫度高主要方面還是因為鈦合金的導熱系數非常的小,且切屑與刀具的前刀面的接觸的長度短,在這些因素的影響下,切削過程中產生的熱量很難傳導出去,主要都存積在刀尖附近,造成局部溫度太高。
(3)振動,在精加工時,鈦合金的低彈性模量及動態切削力是引起切削加工過程中振動的主要原因。
(4)鈦合金的熱導率很低,切削產生的熱量不易散出。鈦合金的車削過程是一個大應力大應變的過程,會產生大量的熱量,在加工時所產生的高熱量不能有效擴散,同時刀具的切削刃和切屑的接觸長度短,使熱量大量聚集在切削刃上,溫度急劇上升,刀刃軟化,加快刀具磨損。
(5)鈦合金的化學作用大,高溫下,鈦合金很容易與刀具材料起反應加速了月牙洼的形成。但是鈦合金的切削過程基本上是在高溫下進行的。當切削溫度高到一定的程度時,空氣中的氮氧等分子與鈦材料能夠容易地產生化學作用,導致生成了一種脆硬表皮。而且在鈦材料的切削過程中工件的已加工表面所發生的塑性變形導致了冷硬現象的產生,在工件材料的已加工表面發生硬化現象。這些現象都能夠使得刀具的磨損加劇、鈦材料的疲勞強度受到降低。
(6)刀具極易磨損,刀具的磨損是很多綜合因素共同作用的結果,在鈦合金材料的切削加工過程中,極易造成刀具的崩刃現象產生,鈦材料在高溫的條件下一般都表現出刀具材料之間化學親和性比較強,還有就是高溫下刀具與鈦合金材料容易發生粘結現象,這些都導致刀具的使用壽命太短。所以鈦合金材料的切削必須注意的兩個方面,就是保持低的切削溫度和提高刀具或被切削材料的剛度,涂層刀具就是一種提高刀具剛度的辦法。
鈦合金切削刀具涂層現狀
由于鈦合金化學活性高,導熱系數低導致了切削過程中切削溫度高,化學反應劇烈,刀具快速失效,造成刀具壽命短,加工成本高的問題。刀具磨損的原因包括機械摩擦和切削力和切削溫度作用下的物理、化學反應;針對鈦合金切削加工的困難性,所選的刀具材料必須滿足硬度高、強度高、導熱系數大、化學穩定性和紅硬性好的要求。
經過業界試驗表明,加工鈦合金效果較好的PCD金剛石刀具,但因其價格昂貴,因此限制了大范圍使用加工,而優化工藝參數可以使鈦合金材料的切削加工效率得到一定提高,但幅度并不大;高壓切削液、低溫切削及熱管換熱冷卻潤滑方式正在往這個方向研究,但目前實際切削加工中蘇州碩朔精密刀具使用硬度較高的硬質合金材質刀具進行加工,結合物理氣相沉積PVD技術,采用精細的TiN涂層的硬質合金刀具進行鈦合金切削加工較普通合金材質加工效果明顯。其作用如圖1所示。
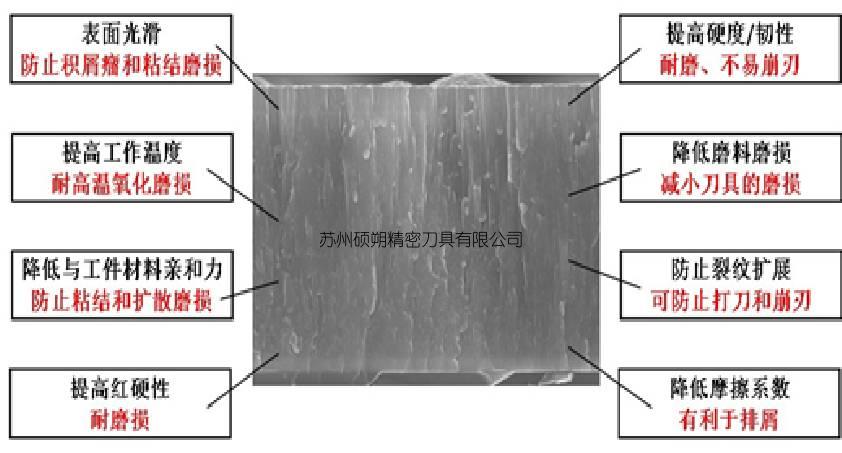
圖1 硬質合金刀具涂層提供的改性作用
傳統切削加工理論認為涂層刀具并不能適用于加工鈦合金,這是由于傳統的涂層大多為二元TiC或三元TiCN涂層,而涂層中的Ti元素極易與工件發生親和作用而導致刀具快速失效。采用高速鋼基體的CrN和TiCN涂層與未涂層鎢鈷硬質合金刀具對TC4鈦合金進行了切削加工,研究表明CrN涂層刀具的使用壽命要長于TiCN涂層刀具和未涂層硬質合金刀具。同時研究了在同等切削條件下,使用單層TiN涂層和多層的TiN/TiCN/TiN涂層進行Ti6A14V鈦合金的切削實驗,結果表明多層的涂層刀具切削時產生的溫度要低于單層,同時刀具使用壽命也高于單層涂層。
近幾年由于制備涂層的工藝和方法在不斷成熟與進步,使得刀具涂層成分逐漸趨于多樣化,甚至針對每一種工件材料都有一種最合適的涂層材料,而且出現了軟涂層、超硬涂層、多層涂層、納米復合涂層等性能更好的涂層,所以越來越多的涂層刀具已經被應用到鈦合金的高速切削工中,并顯示了良好的優越性,圖2為近年常用的硬質合金涂層刀具。

圖2 典型涂層結構
刀具涂層成分多元化。在單涂層中加入新的元素(如加入Zr和V會提高耐涂層磨損性,加入Si會提高涂層硬度并防止化學擴散,加入B會增強涂層韌性,加入Al和Cr會提高涂層抗氧化性等)制備出的多元刀具涂層材料,很大程度上提高了刀具的綜合加工性能。涂層材料也已從最開始的TiN、TiAlN、TiCN發展到現在的TiSiN、TiSiCN、TiAlSiN、AlCrN、AlCrSiN、TiBN、CrN、ZrN等幾十種涂層材料。(如圖3)
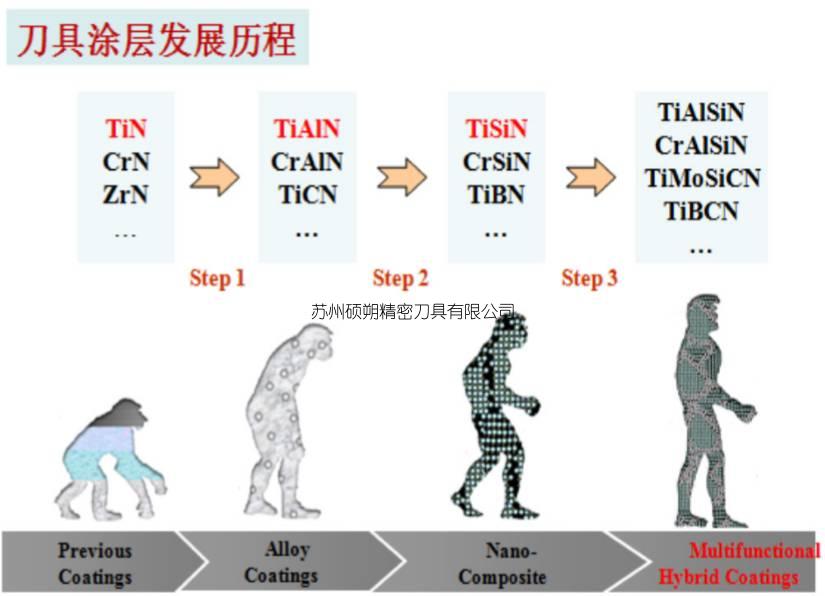
圖3 硬質合金刀具涂層發展歷程
(2)切削加工綠色化。當前,我國機械加工中主要采用濕式切削法,即在金屬切削加工時,用切削液連續不斷的冷卻、潤滑刀具和工件相接觸的部分,但是大量使用切削液會造成環境污染問題,同時由于切削過程中切削液產生的油煙對人體直接造成危害,可能誘發多種疾病。而且從加工成本計算,切削液占總成本的14%~16%,刀具成本只占2%~4%。研究表明如果20%的切削加工采用涂層刀具干式加工,總的制造成本可降低1.6%。此外,采用高速干切削可大幅提高加工效率,提高加工精度,降低表面粗糙度,并且更適合于加工薄壁零件。因此無論從環保角度還是從加工性能以及經濟角度考慮,制造能滿足干式切削條件的涂層刀具是綠色加工的重要發展目標。
同時隨著“中國制造2025”的提出,制造業迎來飛速發展,鈦合金的應用會越來越多,對質量以及精度要求也會不斷提高,如何選擇合適的鈦合金切削刀具,提高加工效率、降低生產成本,對汽車、航空航天、能源的重要工業部門的發展和制造業整體水平的提高有重要的意義。

