 |
新聞動態more>>
精密超硬刀具隨著現代科學技術的高速發展,由聚晶金剛石(PCD)、聚晶立方氮(PCBN)等超硬材料制成的刀具品種越來越豐富,其性能也得到不斷發展和提高,PCD、PCBN刀具的應用范圍擴大到汽車、航天航空、精密機械、家電、木材、電子電氣等行業。
穩定可靠的高端超硬刀具產品。目前,碩朔精密刀具產品已被廣泛應用于汽車動力系統、傳動系統、轉向系統、制動系統等多個領域。
精密孔加工刀具能夠加工7級以上公差等級、圓柱度要求0.005mm的精密孔加工。同時使用該技術的鉸刀有效避免了共振的發生,保證了產品生產的穩定高效。
碩朔精密刀具不僅擁有缸體、缸蓋、變速箱殼體、轉向器、渦輪蝸桿殼體、私服殼體等多種成熟的設計經驗,同時在新能源汽車變速箱殼體的設計方案也已獲得客戶的高度認可,為后期新能源汽車的布局和推廣提供了強有力的技術后盾。
因PCBN刀具具有紅硬性、熱穩定性、耐磨性和抗粘結等綜合性能,故PCBN刀具在淬硬鋼、鑄鐵切削加工得到廣泛使用,而受CBN本身(各向異性)及其制造技術的限制、生產直接用于切削刀具的大顆粒CBN單晶目前仍比較困難,CBN粒徑大小是影響PCBN韌性的重要因素,粒徑越大,其抗破壞性越弱,制作刀具的切削刃鋒利性就相對較差;PCBN刀具組織中各微少量晶粒呈無序排列、硬度均勻、沒有方向性,具有一致耐磨性和抗沖擊性,克服了單晶CBN各向異性等不足。
碩朔精密PCBN刀具在淬硬鋼的切削應用,如加工冷沖壓核心凹模零部件,輪廓形狀為不規則曲線,曲面相關尺寸、粗糙度必須嚴格按圖加工。該工件材料為模具鋼,材質為Cr12MoV,其硬度為58±2HRC,編制加工工藝:下料(φ186mm×66mm)→粗車→銑加工(加工孔)→熱處理→平磨 →精車 →鉗工(去毛刺、刻字)。
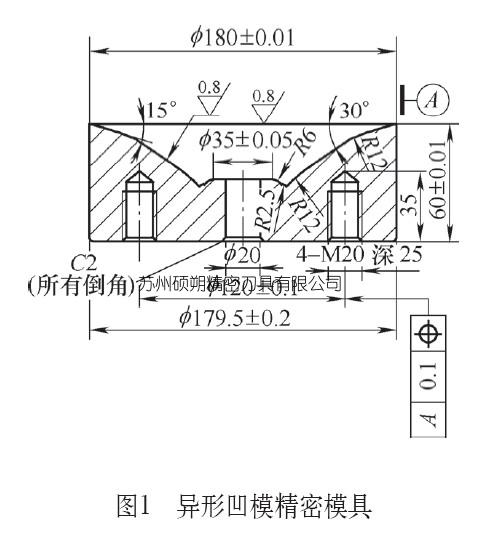
該零件加工難點是,工件硬度較高,曲面加工只能通過車削加工成形來完成切削,加工曲面必須光滑,以外圓為基準,曲線角度及相關尺寸必須保證一致,更不能有過切或接刀痕出現。
根據該零件圖樣分析,碩朔刀具選型上應選擇對稱角度刀柄、CBN刀片(夾角為35°),如圖2所示,保證車削不過切,這里選擇PCBN刀片非常關鍵,PCBN刀片必須具備切削性能穩定,在切削過程中,刀片導熱性能要好,加工時刀尖熱量很快能傳出,加工表面不能有滯留層或積屑瘤出現。
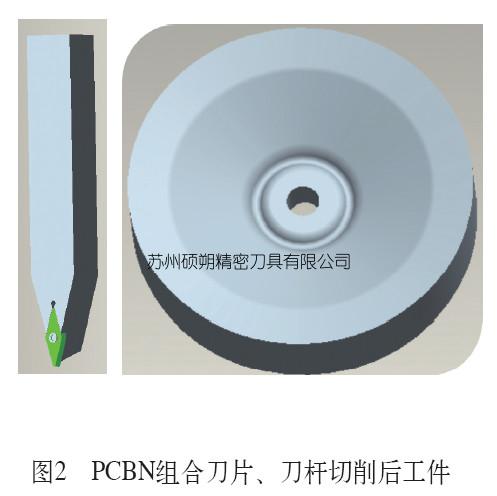
在加工過程中,須注意另一個加工細節,平磨后,精車工序將該零件外圓加工完畢后,內圓必需半精車留加工余量,取下工件送品檢CMM檢測,檢測以外圓為基準,確認刀具加工的曲線是否與外圓同軸,確認偏移量大小(實際是確定該刀具徑向補正值),然后,精加工以該零件外圓為基準找正,跳動量應≤φ0.02mm,對刀具偏移補正,這樣加工確保了產品質量要求。
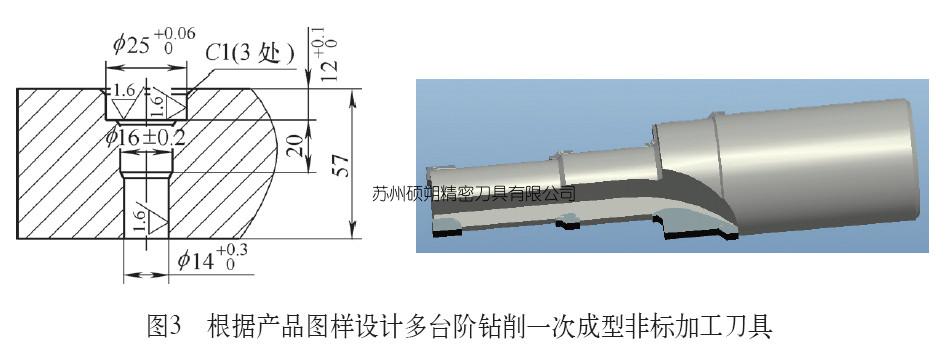
(2)PCBN刀具在耐磨鑄鐵件的切削應用。在生產制造過程中,機械制造工藝和機械設計工程師都絞盡腦汁是如何提高切削加工效率,碩朔精密刀具為廣大客戶提供優化方案,最主要從刀具、改進工藝方案、改進工裝夾具、優化切削參數、減少輔助時間或選用大功率機床六個方面考慮。后五項我們不難理解,這里我所說的刀具就是復合多功能刀具,即為了完成某一特定零件加工而專門設計制造能完成兩種或多種工序加工的刀具,能實現達到單一功能刀具加工零件的質量要求。
圖3是某客戶鑄鐵件的局部視圖,按常規加工方法,至少經過鉆、鏜孔、倒角三個工序完成臺階孔加工,加工時需要換刀、調整鏜刀刀徑,優化倒角刀編程程式,費時費力,而且工序太多,加工過程極容易出錯;而采用復合多功能刀具一次加工就能完成粗、精加工、倒角工序,這里加工使用的PCBN刀具因經過專門設計,可靠性強,有效優化了生產工藝流程、降低加工成本。當然,復合刀具的設計必須和零件圖樣工藝緊密結合,刀具設計、制造人員必須充分了解產品工藝和機床設備性能,做好、做到復合刀具標準化,以減少復合刀具生產周期。
(3)PCD刀具在有色金屬及非金屬材料的切削應用。金剛石具有硬度高、耐磨性好、強度高、導熱性好、抗粘結性等優越性能,被認為是最理想切削精密刀具材料。金剛石按材質分為天然金剛石、人造金剛石、聚金剛石。目前國內眾多PCD刀具所選用的復合片主要來自國外,如英國元素六、美國GE公司等,國內生產的復合片與國外相比,還有很大差距,主要表現切削性能不穩定、使用壽命短、性價比低。
不過,PCD刀具也漸漸被規模較大的知名企業認可并投入使用,并用來加工有色金屬(如Cu、Al、Ag及其合金)和非金屬(陶瓷、木材及增強塑料)材料,與此同時,有的企業還特定采用天然金剛石、人造金剛石刀具來加工零件。這里主要講述如何正確選用PCD刀具來加工電工材料觸頭的切削應用。
圖4是某電科院所電工材料一類觸頭,材質:50Ag48W2Co,采用固相燒結成型,其工藝:混料→模壓成型→固相燒結→復壓→精車→包裝。該50Ag48W2Co是一種假合金混合物,如Ag比較軟,要求刀具刀片鋒利,而W、Co很硬,所選刀具硬度應更高、耐磨損,導熱要好,以避免刀具熱變形小,同時所選刀具與加工金屬親和性少,加工表面粗糙度必須達到Ra0.8μm,因此,加工不宜采用硬質合金(刀片鋒利但不耐磨損),也不宜選擇PCBN刀具(刀片不鋒利),另一個加工細節,加工必須采用干切削,操作者嚴格按工藝要求必須帶口罩戴手套操作,保證加工表面粗糙度值Ra0.8μm,達到圖樣要求。
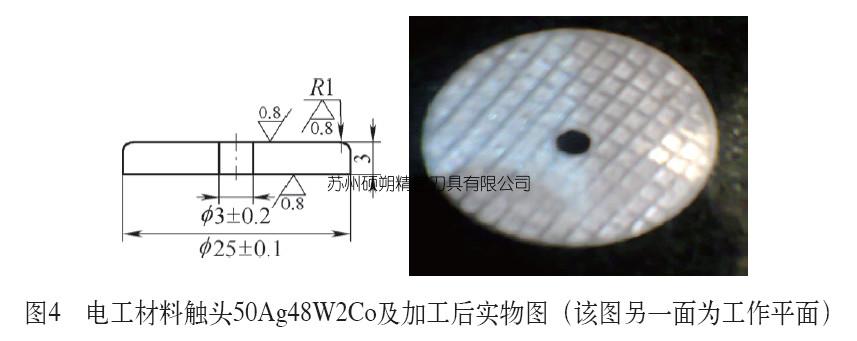 根據被加工材料特性,我們選擇PCD刀具來加工50Ag48W2Co,干切削加工表面經檢測符合表面粗糙度(實測Ra0.2μm)要求,當然,在其它電觸頭類似元件如CuW80,PCD刀具已成為精加工首選的理想刀具。
根據被加工材料特性,我們選擇PCD刀具來加工50Ag48W2Co,干切削加工表面經檢測符合表面粗糙度(實測Ra0.2μm)要求,當然,在其它電觸頭類似元件如CuW80,PCD刀具已成為精加工首選的理想刀具。
(1)碩朔精密組建、打造一支專業的刀具設計、制造技術團隊,針對客戶的難點工件和圖紙,有效協助客戶進行工藝分析,對客戶產品每步工藝才能正確理解加以滲透,才能更好地制定出合理的解決工藝方案,確保客戶無后顧之憂。
(2)PCBN/PCD刀具向專業化、高端化發展,樹SS碩朔品牌形象,目前復合多功能刀具,已成為有效為企業提高生產效率的有效產品。
(3)轉變刀具銷售人員觀念,提升技能服務;不僅要了解客戶對刀具需求,還需了解客戶產品的工藝,能更好的給客戶合理的刀具解決方案。
(4)做好售前、售后的技術服務;前期除做好產品的市場調查之外,同時應重視產品的性價比,這里服務包括內部業務培訓、刀具方案制定及售后的客戶信息反饋。
目前國內使用PCBN/PCD刀具的企業絕大多數是規模較大的知名企業,但仍采用國外PCBN/PCD刀具制造產品居多;因此,對于碩朔精密刀具改進和縮少與國外刀具差距,提高PCBN/PCD刀具產品質量及為客戶提供解決方案,是碩朔精密刀具要努力的主要方向,通過借鑒、吸收國外先進技術,做出國內具有PCBN/PCD特色的刀具。

