 |
新聞動態more>>
在銑削車削加工時產生振動的應對措施
切削振動
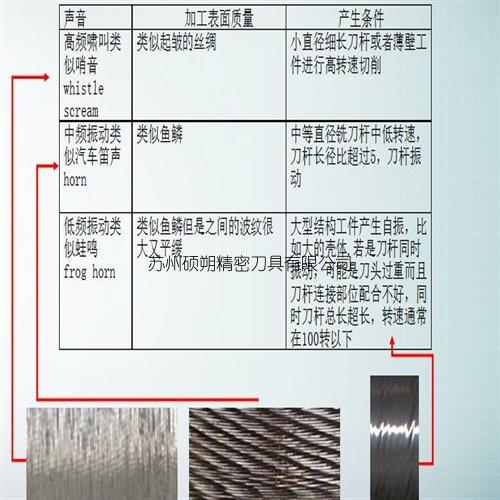
切削振動通常發生在細長軸的車削、薄壁件的車削等。振動一旦加劇,會出現振幅超過幾十μm的激烈振動,通常還會伴隨很大的噪聲。在切削加工中,振動可能會超過100μm,雖然可以進行加工,但已加工表面會殘留明顯的振動劃痕,是精加工表面不能允許的。

一、切削振動的危害
金屬切削加工中產生的振動是一種十分有害的現象。
1.影響零件的表面質量
若加工中產生了振動,刀具與工件間將產生相對位移,會使加工表面產生振痕,嚴重影響零件的表面質量和性能;

2.減少機床及刀具壽命
切削振動時,工藝系統將持續承受動態交變載荷的作用,刀具極易磨損(甚至崩刃),機床連接特性受到破壞,嚴重時甚至使切削加工無法繼續進行;

3.產生噪音危害操作者身體健康
振動中產生的噪音還將危害操作者的身體健康。
為減小振動,有時不得不降低切削用量,使機床加工的生產效率降低。
因此,為保障這類機械加工設備的正常運行,切削顫振的控制變得越來越重要。
二、切削振動的分類

由此圖可知,切削發生振動既可能與切削過程有關,也與加工工藝的剛性等有關;

三、切削振動產生的原因
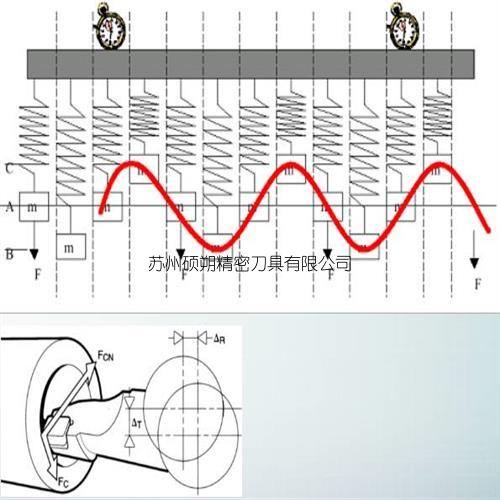
刀具在切削工件時發生振動需要有下面三個條件同時存在:
第一是包括刀具在內的工藝系統剛性不足導致其固有頻率低,
第二是切削產生了一個足夠大的外激力,
第三是這個外激力的頻率與工藝系統的固有頻率相同隨即產生共振。
四、如何消除切削振動
(一)解決思路
第一是減小切削力至最小,
第二是盡量增強刀具系統或者夾具與工件的靜態剛性;
第三則是在刀桿內部再制造一個振動去打亂外激切削力的振頻,從而消除刀具振動。
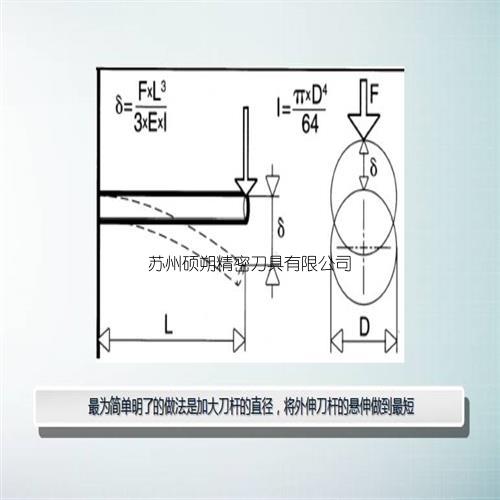
最后注意減小刀具懸伸長度,加強刀體剛性,及時更換后刀面磨損嚴重的刀片,裝夾刀具時保證刀桿與工件垂直度,避免刀桿受力不均生產振動或使用減振裝置。
(二)應對之策
1.第一是減小切削力至最小
(1)使用鋒利的刀片來降低切削力
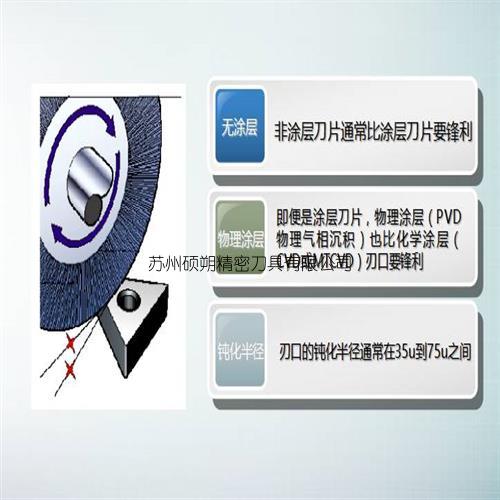
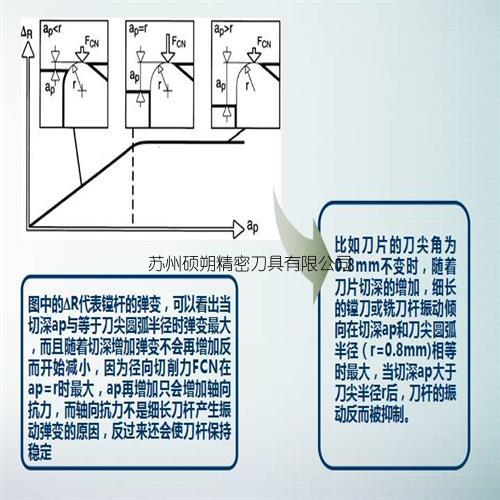
(2)切深一定時使用小的刀尖圓弧半徑
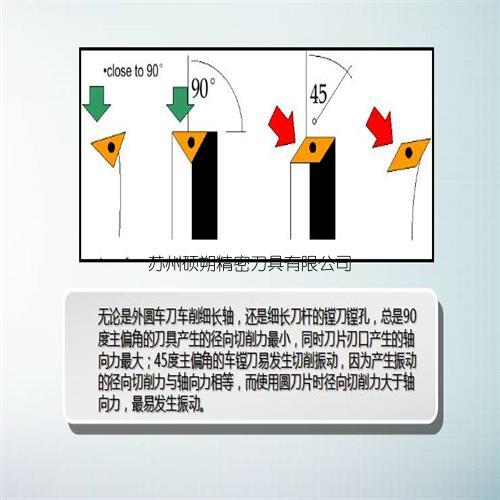
(3)對于細長刀桿的鏜刀和車削細長軸零件應采用90度主偏角刀具
(4)對于細長桿的銑刀反而是圓刀片銑刀最有利于消振

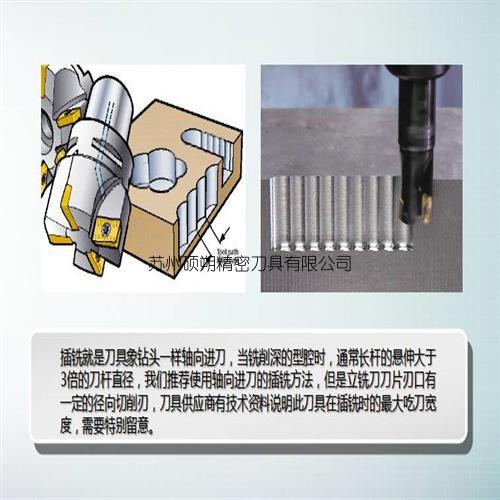
(5)細長桿立銑刀銑削深型腔時常采用插銑方法
(6)面銑刀采用疏齒不等距銑刀來減小銑削振動

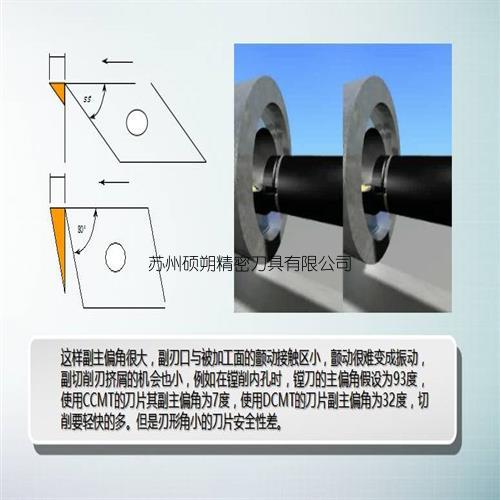
(7)內孔鏜削時刀片刃形角越小越好
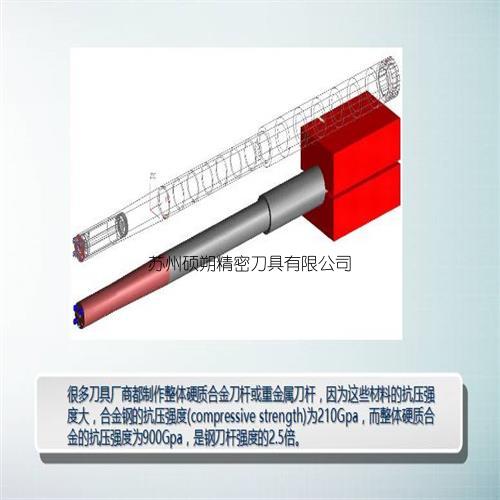
2.提高刀桿的靜態剛性(StaticToughness)
使用整體硬質合金或重金屬刀桿提高刀桿的靜態剛性
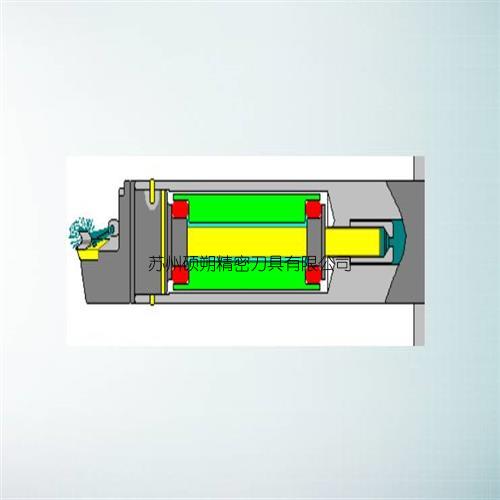
3.提高刀具的動態剛性—被動阻尼避振刀桿
另外提高剛性從改善刀桿的夾持方式、銑削力方向與工件夾持力方向相同、好的刀柄或接口等。
而在生產振動不明顯時,可以通過調整參數來適當調整,如:降低刀具或工件的轉速;減少切深或提高進給量等。

