 |
新聞動態more>>
減振阻尼刀柄和阻尼減振刀桿定制廠家
機加工行業在高效率加工的過程中,加工時出現振動是最大的難題之一,出現振動的情況下,切削會導致工件表面質量光潔度差、不合格的產品尺寸精度等問題存在,并且振動還會導致刀具壽命的急劇下降,并有可能損壞機床主軸的軸承以及相應部件。
振動通常分為三種類型:
自由振動:是指某個機械系統引入一個外力輸入并允許其自由振動下去;
受迫振動:是當某個機械系統受到變化的外力或運動作用時產生的;
自激振動:在機械加工過程中最常見的現象就是各種振紋,以銑削為例,當加工過程中的參數過高或者刀具懸伸過長時,整個系統會以其固有頻率開始振動。
由于振動產生的影響是嚴重的,在機械加工中受迫振動頻繁發生,應避免它們轉變成自激振動,必須要使用減振刀具來進行加工。
刀柄系統的變形是形成振動的最重要因素,而刀柄系統的變形量和切削力以及刀柄系統本身的剛性直接相關,刀柄系統可以當成一個圓形截面的懸臂梁系統來進行考慮;因此在設計刀柄的時候,必須要特別注意整個系統的剛性,以增加其抗彎強度來減少加工過程中的變形。
變形量與切削力以及有效懸長成正比關系,和刀柄的直徑成反比關系;因此在設計時,可以通過增大刀柄直徑(或設計成錐度形式)、減少長度來增加刀柄的靜態剛性。而事實這種設計在實際中不是都可行的,刀柄的直徑通常受到工件和夾具的形狀位置限定,不能無限增大,即便沒有限制,重量因素也不能隨意增大刀柄直徑。
刀柄的懸長理論上越短越好,但是實際加工時考慮到可達性即刀柄必須足夠長才能深入到加工部位,因此也受到各種條件限制;
當切削力越大時,就意味著加工效率的降低,因此,在增加靜態剛性受到限制的情況下,增加動態剛性就成為另一種降低刀具變形量的重要手段。
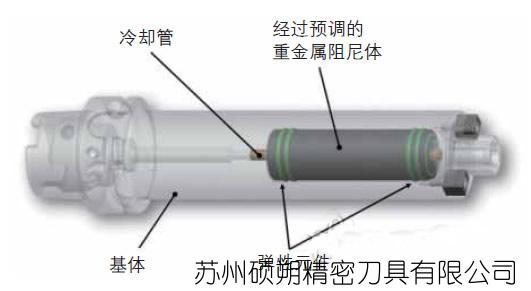
減振刀柄是一個被動動態減振系統,內部有一個預調過的重金屬阻尼單元,由彈性原件支撐在刀柄的腔體內。
選用密度最高的物質做成阻尼體,這樣可以在有限的空間內達到最大的質量,阻尼體的位置在設計時必須盡可能靠近刀柄前端,這樣可以最大化阻尼效果。
而阻尼體也必須經過預調,以使其自身頻率與整個刀柄的頻率一致,在加工過程中,刀柄前端刀具發生的振動變形在第一時間被阻尼體抵消,不會沿著刀柄向后傳遞,從而減少了整個刀柄的振動變形。
阻尼減振刀桿包含刀柄和設置于刀柄下端的刀頭
優點:1)減振刀桿采用顆粒阻尼減振系統的防振刀具,它可以在造價相對比較低的情況下,實現較大長徑比,使加工過程更簡捷、加工效率更高;
2) 減振刀桿可以提高刀具加工的精度、延長刀具的壽命;
3) 同時利用減振刀具,可以提高表面加工質量、大大提高工作效率,特別是在鏜削中運用減振刀桿,對深孔鏜削提高內表面質量及速度;
當深型腔加工現在越來越普遍,在模具加工中經常有一些深型腔加工、臥式加工中心上的加工、航空航天和汽車工業中復雜的整體式零件,以及發電設備的零件等。
阻尼減振刀刀柄的動態穩定性比同類普通刀柄高3倍,無論是哪種長懸伸銑削,切削參數始終能保持最優的狀態,即使是長徑比達到5倍;與傳統的模塊組合相比,切削深度可以高出2-4倍。
減少振動首先從增加靜態剛性,設計圓錐或是圓柱刀柄,但結構減振不能解決所有的問題;
其次降低切削力,但會影響加工效率
最后是購置一款阻尼減振刀柄或刀桿。

