|
新聞動態more>>
難加工鈦合金用不等齒距鎢鋼銑刀
鈦能在航空材料中廣泛應用是由于它有適于飛機應用的許多寶貴特點,鈦在地殼中含量較豐富,含量遠高于銅、鋅、錫等常見金屬,鈦廣泛存在于許多巖石中,特別是砂石和粘土中。
因為鈦合金具有強度高、耐蝕性好、耐熱性高等特點而被廣泛用于航空航天、醫療等多種領域;
◆鈦的特性
強度高:是鋁合金的1.3倍,鎂合金的1.6倍,不銹鋼的3.5倍,金屬材料中強度最高。
熱強度高:使用溫度比鋁合金高幾百度,可在450~500℃的溫度下長期加工。
抗蝕性好:耐酸、耐堿、耐大氣腐蝕,對點蝕、應力腐蝕的抵抗力特好。
低溫性能好:間隙元素極低的鈦合金TA7,在-253℃下還能保持一定的塑性。
化學活性大:高溫時化學活性很高,輕易與空氣中的氫、氧等氣體雜質發生化學反應,生成硬化層。
導熱系數小、彈性模量小:導熱系數約為鎳的1/4,鐵的1/5,鋁的1/14,而各種鈦合金的導熱系數比鈦的導熱系數約下降50%。鈦合金的彈性模量約為鋼的1/2。
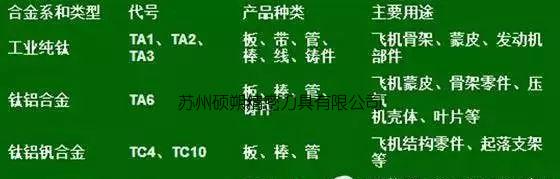
◆鈦合金的分類及用途
鈦合金按用途可分為:耐熱合金、高強合金、耐蝕合金(鈦-鉬,鈦-鈀合金等)、低溫合金以及特殊功能合金(鈦-鐵貯氫材料和鈦-鎳記憶合金)等。
盡管鈦及其合金應用時間不長,因它那超眾的性能,廣泛使用于航空航天中,有“空間金屬”的美稱;它重量輕、強度大又耐高溫,特別適于制造飛機和各種航天器。目前世界上生產的鈦及鈦合金,大約有四分之三都用于航空航天工業。原來用鋁合金的相關部件改用了鈦合金。
◆鈦合金的航空應用
鈦合金主要用于飛機及發動機的制造材料,如鍛造鈦風扇、壓氣機盤和葉片、發動機罩、排氣裝置等零件以及飛機的大梁隔框等結構框架件。航天器主要利用鈦合金的高比強度,耐腐蝕和耐低溫性能來制造各種壓力容器、燃料貯箱、緊固件、儀器綁帶、構架和火箭殼體。人造地球衛星、登月艙、載人飛船和航天飛機也都使用鈦合金板材焊接件。
◆鈦合金在航空中被大量應用的原因
現代飛機的航行最高時速已達到音速的2.7倍以上。這么快的超音速飛行,會使飛機與空氣摩擦而產生大量的熱。當飛行速度達到音速的2.2倍時,鋁合金就經受不住了。必須采用耐高溫的鈦合金。
當航空發動機的推重比從4~6提高到8~10,壓氣機出口溫度相應地從200~300℃增加到500~600℃時,原來用鋁制造的低壓壓氣機盤和葉片就必須改用鈦合金。
近年來科學家們對鈦合金性能的研究工作,不斷取得新的進展。原來由鈦、鋁、釩組成的鈦合金,最高工作溫度為550℃~600℃,而新研制的鈦化鋁(TiAl)合金,最高工作溫度已提高到1040℃。
用鈦合金代替不銹鋼制造高壓壓氣機盤和葉片,可以減輕結構重量。飛機每減輕重10%,可節省燃料4%。對火箭來說,每減輕1kg的重量,就可增加15km的射程。
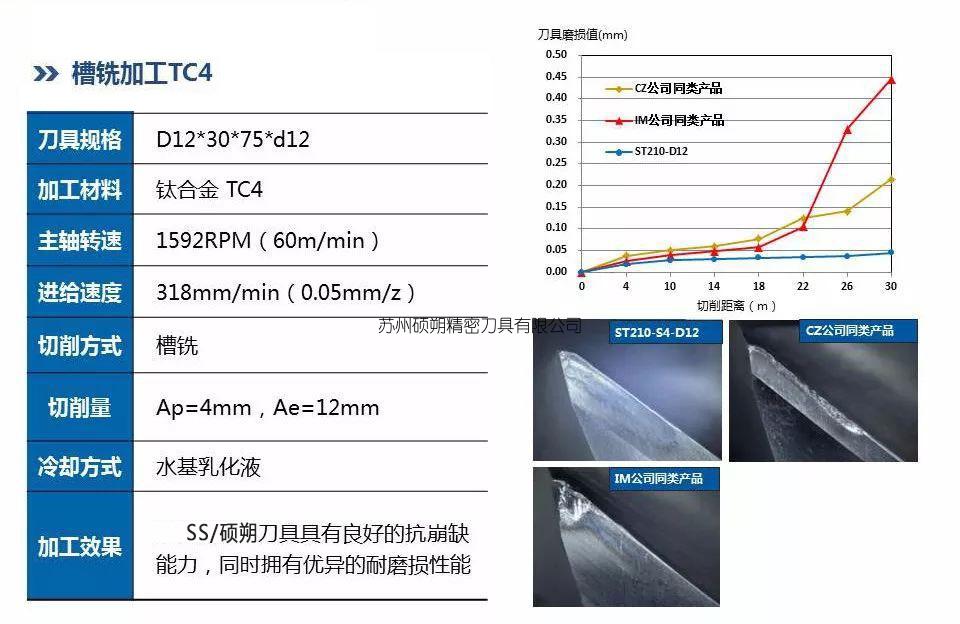
◆鈦合金機加工特性分析
首先,鈦合金導熱系數低,僅是鋼的1/4,鋁的1/13,銅的1/25。因切削區散熱慢,不利于熱平衡,在切削加工過程中,散熱和冷卻效果很差,易于在切削區形成高溫,加工后零件變形回彈大,造成切削刀具扭矩增大、刃口磨損快,耐用度降低。
其次,鈦合金的導熱系數低,使切削熱積于切削刀附近的小面積區域內不易散發,前刀面摩擦力加大,不易排屑,切削熱不易散發,加速刀具磨損。
最后,鈦合金化學活性高,在高溫下加工易與刀具材料起反應,形成溶敷、擴散,造成粘刀、燒刀、斷刀等現象。
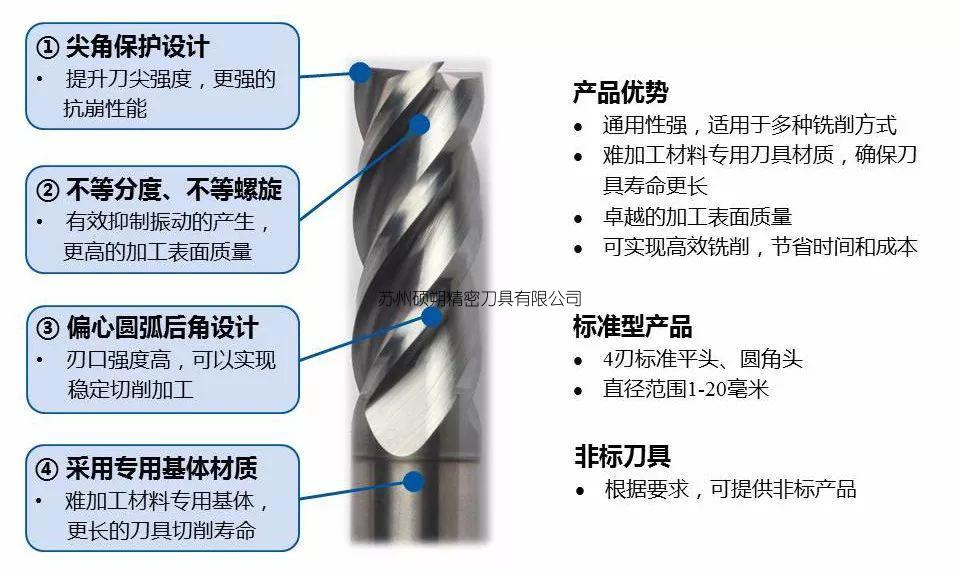
◆SS/碩朔針對鈦合金難加工等要素生產、定制的專用于加工鈦合金的不等齒距整體硬質合金銑刀具特點有:
①尖角保護設計,提升刀尖強度、具有很好的抗崩性能;
②高效不等分特殊幾何,專用材質,耐磨性好,穩定性高等;
③偏心圓弧后角設計,有利于穩定切削加工。
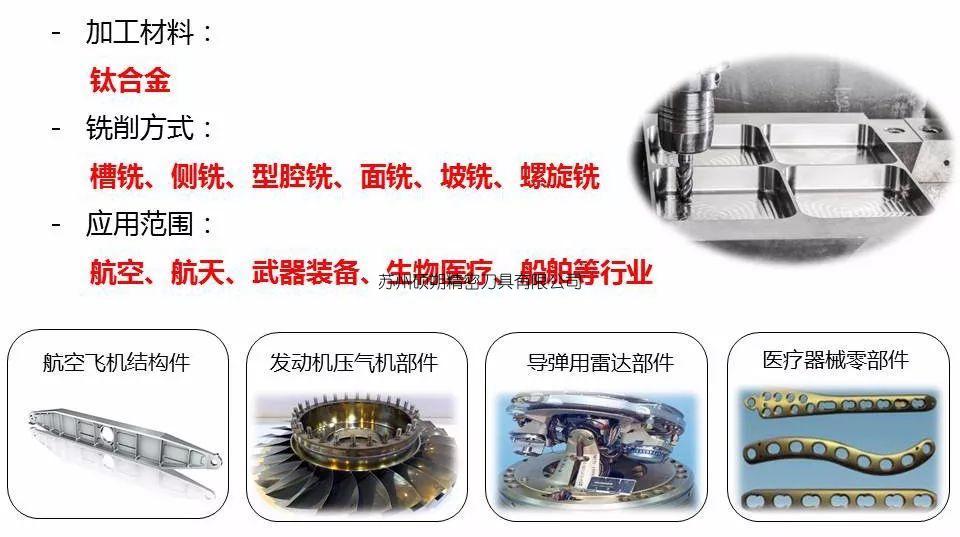
④適合于不銹鋼、鈦合金、耐熱合金、鎳基合金、高溫合金等難切削加工材料;
⑤適用于槽銑、側銑、開腔銑、面銑、坡銑、螺旋銑等多種銑削加工方式;
⑥廣泛應用于航空航天、醫療器械、零部件加工等多領域使用加工。
◆加工鈦合金的整體硬質合金銑刀特點及設計要求
◆刀具的幾何參數和結構
除了刀具的選材,刀具的幾何參數及結構設計對切削力、加工表面質量、刀具壽命和加工效率都有很大的影響;針對不同材料和加工情況,選擇合適的前角、后角以及刀尖圓角半徑等刀具參數對減小切削力和提高刀具壽命有很大的影響。
前角越大,刀具越鋒利,切削力越小,但刀刃強度也會越低,斷屑效果和加工表面質量也會受影響。例如,加工超高強度鋼時,為了增加刀刃強度和利于斷屑,可以選擇前角為負值的硬質合金刀具。
后角增大可以減少刀具與工件表面的摩擦,使刀具更加鋒利,精加工時常選取較大后角;粗加工時,為了提高刀具強度,則選用小后角。在前、后角的選用上,必須綜合考慮。
例如在加工鈦合金時,由于材料回彈較大、與刀具摩擦劇烈,應采用大后角;但考慮到材料切削應力大、刀具容易崩刃,所以前角應選取較小值。
對難加工材料的銑削,在粗加工時應盡量選擇刀尖圓角半徑R不為0的銑刀。當R=0時,銑刀齒參與切削的面積更多,銑削力更大,而且刀尖容易崩刃。在參數fz=0.05mm/齒,ap=3mm,ae=4mm,v=80m/min下,使用R=0mm和R=3mm的2種相同牌號銑刀銑削TC4 時的銑削力測量曲線。