 |
新聞動態more>>
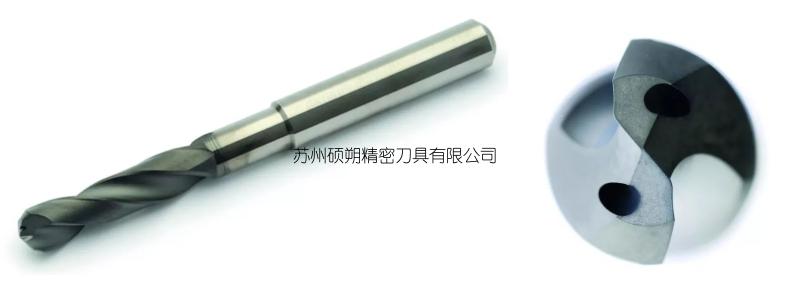
碳纖維復合材料加工選用SS碩朔牌金剛石涂層刀具
SS碩朔生產、定制金剛石涂層銑刀、金剛石涂層鉆頭、金剛石涂層復合成型刀具等,可按圖定制加工;
碳纖維復合材料在航空航天、船舶等領域的應用在不斷增加,在CFRP的鉆削加工中出現鉆頭磨損嚴重,零件外表面粗糙有撕裂痕
跡,切削加工中需要頻繁換刀、磨刀,加工效率低;那么層間分層、毛刺、應力集中、微裂紋等,應如何解決?
SS鉆削加工復合材料的硬質合金鉆頭,是通過多種槽型設計加金剛石鍍層技術和 PCD 銅焊切削刃來滿足客戶需求。復合材料加工
鉆頭可使用金剛石鍍層鉆頭以及鑲尖鉆頭。
特點:
? 內孔冷卻
? 經過優化的特殊鋒利雙鉆尖槽型
? 納米晶金剛石鍍層
優勢:
? 鉆削的孔表面粗糙度質量好
? 孔入口/出口處的分層現象降至最小
? 出色的斷屑和排屑性能,表面粗糙度更佳
? 提高生產加工效率
CFRP碳纖維增強復合材料具有質量輕、強度高的優點,在航空航天領域大量應用,如航天飛機的艙門、仿生機械臂以及壓力容器
等。隨著航空制造技術的不斷發展,先進民用飛機在結構中大量地使用了碳纖維增強樹脂基復合材料,主要部位有:整流包皮、
副翼、發動機罩、阻力板、擾流器、起落架艙門、水平和垂直尾翼、方向舵及其他主要及次要承力結構件等。在民用領域,CFRP
碳纖維增強復合材料的應用也不斷擴大,如汽車結構件、風力發電機葉片、體育器材等。
CFRP碳纖維復合材料鉆孔加工刀具材質有:
SS碩朔使用超細顆粒硬質合金棒材,鉆頭材質具有很好的耐熱性和抗氧化性,但加工碳纖維復合材料時需要對硬質合金鉆頭進行
金剛石涂層;
碩朔刀具是在硬質合金整體刀具或PCD刀片的基體上做金剛石涂層,可使切削刃耐磨性更高,不僅擁有金剛石的高硬度和耐磨性,
而且能在較長的加工周期內保持原有鉆頭的幾何結構,保證加工效果。
SS聚晶金剛石刀具是目前加工碳纖維復合材料較好的刀具,聚晶金剛石PCD的硬度可達9000HV,是硬質合金的4~6倍,具有很高的
耐磨性(是硬質合金的幾百倍),其具備優異的耐磨性,同時保持鋒利的刃口,可有效地切斷纖維,保證較高的表面光潔度,減
少刃磨刀具、拋光等輔助時間,減輕操作者的勞動強度,大大提高生產效率。
SS碩朔精密刀具生產、定制的專用于碳纖維復合材料鉆孔刀具有:PCD金剛石鉆頭、PCD金剛石鉆鉸刀、PCD金剛石麻花鉆、PCD金
剛石階梯鉆及非標PCD金剛石鉆頭等;
使用PCD片材為切削刃,具有很好的耐磨性能,硬質合金為基體,硬質合金基體具有很好的剛性和尺寸精度,能夠確保鉆孔銑削的
加工質量,并設計內冷(內部螺旋冷卻)通道提高冷卻性能,鉆頭螺旋式排屑槽可提高排屑性能,進而提高加工效率,這對碳纖
維復合材料的鉆孔加工是非常重要的。
碳纖維復合材料鉆孔刀具碩朔刀具可進行多刃口設計,并且可根據具體加工情況調整角度及鋒利度,在復合材料上進行孔加工
時,減少鉆頭的切削力,可避免材料分層現象,鋒利的切削刃部能夠保證孔的良好質量;鉆鉸锪一體刀具,鉆孔和锪窩一次完
成,省略了用常規鉆頭和鉸刀加工時所需要的退刀、換刀和轉位,可以大大提高加工效率。
碳纖維復合材料加工刀具材質硬質合金刀具、金剛石涂層刀具、聚晶金剛石(PCD)刀具、PCD鉸刀、
SS碩朔精密刀具碳纖維復合材料銑削刀具有:金剛石銑刀片及配套銑刀盤、金剛石立銑刀、金剛石螺旋立銑刀、金剛石單刃銑
刀、金剛石雙刃銑刀、金剛石球頭銑刀以及非標金剛石銑刀等;
在對CFRP碳纖維增強復合材料板材進行銑削加工時SS碩朔刀具使用帶內冷卻的復合刀具加工使用,在壓縮空氣的作用下,內冷孔
可以促進CFRP碳纖維增強復合材料切屑經銑刀螺旋排屑槽快速排出;
碩朔刀具在CFRP/鈦層疊板材料進行加工時,可以通過密封的內部冷卻通道進行冷卻潤滑,在促進潤滑的同時還可以降低在鈦材料
加工中形成的高熱,因為這種材料的熱傳導率較低,而金剛石PCD刀具的切削溫度以不超過600°為佳。


