 |
新聞動態more>>
鏟鉆加工常見問題解決對策及加工參數要求
SS碩朔牌鏟鉆可用于數控設備及各種傳統設備上,是對傳統麻花鉆的升級改造;廣泛應用于:立鉆、搖臂鉆等機床使用;
碩朔鏟鉆在加工不同材質的工件時可選擇不同材質的鏟鉆刀片進行鉆削加工,SS牌鏟鉆刀片材質有:硬質合金刀片、粉末高速鋼刀片及含鈷高速鋼刀片三種不同材質;
而同款規格尺寸的鏟鉆刀片都可用于同一支鏟鉆的刀桿刀體上,極大的降低客戶購買刀桿的成本,一桿多用;不同材質加工可換選不同材質的刀片進行鉆削;
SS碩朔建議客戶在產鉆或搖臂鉆上使用時,選用高速鋼或粉末高速鋼刀片材質;因機床轉速較低、剛性相對較差,間隙較大,穩定性不夠好;若選用硬質合金刀片材質,則容易造成硬質合金刀具崩刃或磨損;
碩朔鏟鉆刀桿刀體都有中心出水孔,推薦使用高壓內冷卻,大大降低刀片的磨損情況,提高刀片的使用壽命,高壓冷卻液也有利于排屑;
SS牌鏟鉆刀片均設計斷屑槽,加工出來的鐵屑為小碎屑,相比傳統麻花鉆加工出來的長屑,小碎屑更容易排出,且無需退刀斷屑,可一次鉆到底,大大縮短加工時間,提高加工效率;
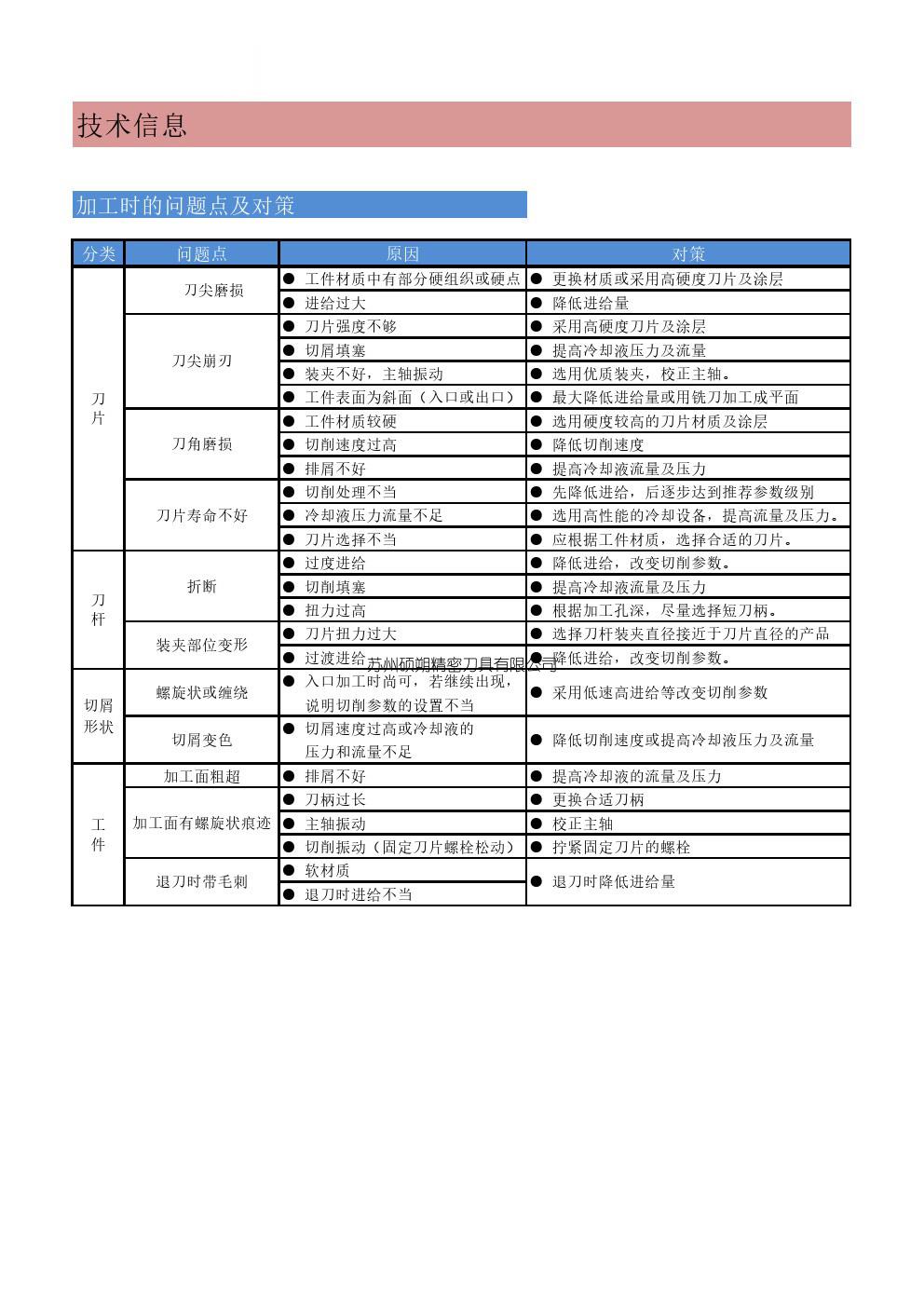
鏟鉆加工過程中常見問題及解決對策:
鏟鉆加工參數計算:
當選用碩朔高速鋼鏟鉆刀片和粉末高速鋼鏟鉆刀片線速度為20-40m左右,硬質合金線速度為60-80m左右;
計算公式:
轉速S=Vc*1000/3.14/Dc (S為轉速,Vc為線速度,Dc為刀片直徑)
進給Vf=Fr*S(Vf為進給,Fr每轉進給,S為轉速)鏟鉆刀片每轉進給能達到每轉0.2-0.6mm
孔加工時間Tc=H/Vf*60 (Tc為加工時間,H為孔深,Vf為進給)
如:加工直徑20mm,深度100mm,選用粉末高速鋼刀片,線速度按40m計算;
S=40*1000/3.14/20≈636 (建議每分鐘轉速為600-650轉左右);
Vf=0.2*636≈127(建議每分鐘進給為110-130左右);
Tc=100/127*60≈47 (加工時間約為50秒左右)。
實際加工過程中轉速、進給應按客戶機床及加工環境等多因素做適當調整;
案例:選用SS碩朔牌鏟鉆加工20Cr 鑄件、其工件表面凹凸不平,HRC25;使用直徑22.7mm,深度540mm,斗山臥加,S 400rev/min ; Fr 0.1mm/rev(此參數為客戶試用時保守參數,正常加工使用時參數會適當提高);
碩朔鏟鉆有效加工深度260mm(11倍徑),加工方式為雙頭加工,公差為0.1mm,使用不涂層的粉末高速鋼刀片加工60個孔,壽命達35m;客戶表示對加工效果十分滿意。

