 |
新聞動態more>>
硬質合金內冷麻花鉆頭的內冷孔如何生產
發布時間:2014-04-15 瀏覽:
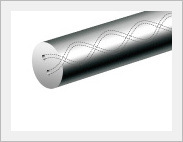
硬質合金內冷鉆頭從柄部到切削刃有2個按麻花鉆導程旋轉的螺旋孔,在切削加工中可以使用壓縮空氣、油或切削液從兩個螺旋孔中穿過,起到冷卻鉆頭的作用,可以沖走切屑,降低刀具的切削溫度,增加刀具的使用壽命,內冷鉆頭通常采用表面TIALN涂層,更增加了鉆頭的耐用度和加工尺寸的穩定,因此該內冷鉆頭比普通硬質合金鉆頭更具有優良的切削加工性能,特別適合用于深孔加工以及難加工材料,帶內冷卻孔的鉆頭是為了減少鉆頭高速加工時的高熱帶來的對鉆頭和產品外觀的損傷,內冷孔鉆頭的切削效率是普通合金鉆頭的2-3倍,是現代加工中心高速高效鉆削加工的不二選擇.但大多數人不了解內冷鉆頭使用的硬質合金圓棒材料中的冷缺孔是如何生產制造的?


一種是孔用蠟:生產加工硬質合金圓棒制造是先將鎢粉擠壓制成圓棒,中間的內冷孔是蠟然后成型,脫蠟、真空燒結成型就成為合金黑皮,分單直孔、雙直孔,單螺旋孔和雙螺旋孔;主要用于制造鉆頭和銑刀
一種是銅錫合金的線:直徑從0.幾到25MM左右,粉料在研磨后制成坯(棒料)之前把合金線一同擠壓成毛坯的棒材,經過高溫的燒結,大概溫度在1200多度,銅錫線自然融化,就變成螺旋的孔了!然后棒料經過保溫后,上五軸的磨床(一般為瓦爾特或瑞典的一些,變成精磨棒料,再根據不同的要求,比如說加工奧氏體,合金類,鋁合金時螺旋槽一般為大螺旋槽,加工一般的碳素鋼、低碳鋼,高碳鋼HRC45以下的螺旋角度一般就可以10-15度,要是直槽的鉆頭就無所謂了,然后再磨前角角度鉆頭直徑小前角最好大些,相反就小些,后角一般就加工韌度較高的工件適用大的后角,切削鐵屑容易翻出,缺點就是崩韌,可以采用負前角的刀具。
以上資料由蘇州碩朔五金工具有限公司整理發布,轉載請注明出處!

