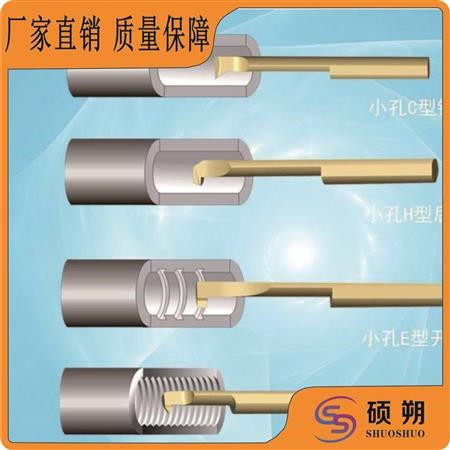
小徑合金精鏜刀,小徑合金車刀
小徑精鏜刀退刀注意事項:
1、鎖緊螺絲鎖緊時請勿轉動刻度盤,以免造成調節機械損壞;
2、裝刀時注意退刀方向和退刀距離,否則會損壞刀具和機床;
3、使用合金鋼刀桿時兩顆鎖緊螺絲必須壓住刀桿上的鎖緊平面,否則會壓壞配合面造成刀桿取出困難;
4、鏜孔時請選擇偏移中心最小的刀桿,有利于高速度切削;
5、鏜孔時請行徑適合的刀片,合理的切削用量;
6、鏜孔時如發生振刀現象:1、可能是主軸回轉不平衡,則應降低轉速;
2、內孔粗糙:則減少進給,減小刀尖R角,增大主軸轉速;
3、內孔有錐度:應注意底孔余量是否太多少,太多應加大底孔;太少則減小底孔或減小刀尖R角,提高進給;
車削:車削加工的特點是:加工范圍廣,適應性強,不但可以加工鋼、鑄鐵及其合金,還可以加工銅、鋁等有色金屬和某些非金屬材料,不但可以加工單一軸線的零件,采用四爪卡盤或花盤等裝置改變工件的安裝位置,也可以加偏心件; 生產率高;刀具簡單,其制造、刃磨和安裝都比較方便。車削加工在模具制造中主要用于加工圓形凸模、凹模、型芯,以及導柱、導套、定位圈、頂桿、模柄等模具零件。


小徑合金精鏜刀,小徑合金車刀
小徑精鏜刀退刀注意事項:
1、鎖緊螺絲鎖緊時請勿轉動刻度盤,以免造成調節機械損壞;
2、裝刀時注意退刀方向和退刀距離,否則會損壞刀具和機床;
3、使用合金鋼刀桿時兩顆鎖緊螺絲必須壓住刀桿上的鎖緊平面,否則會壓壞配合面造成刀桿取出困難;
4、鏜孔時請選擇偏移中心最小的刀桿,有利于高速度切削;
5、鏜孔時請行徑適合的刀片,合理的切削用量;
6、鏜孔時如發生振刀現象:1、可能是主軸回轉不平衡,則應降低轉速;
2、內孔粗糙:則減少進給,減小刀尖R角,增大主軸轉速;
3、內孔有錐度:應注意底孔余量是否太多少,太多應加大底孔;太少則減小底孔或減小刀尖R角,提高進給;
車削:車削加工的特點是:加工范圍廣,適應性強,不但可以加工鋼、鑄鐵及其合金,還可以加工銅、鋁等有色金屬和某些非金屬材料,不但可以加工單一軸線的零件,采用四爪卡盤或花盤等裝置改變工件的安裝位置,也可以加偏心件; 生產率高;刀具簡單,其制造、刃磨和安裝都比較方便。車削加工在模具制造中主要用于加工圓形凸模、凹模、型芯,以及導柱、導套、定位圈、頂桿、模柄等模具零件。







 在線客服
在線客服