|
新聞動態more>>
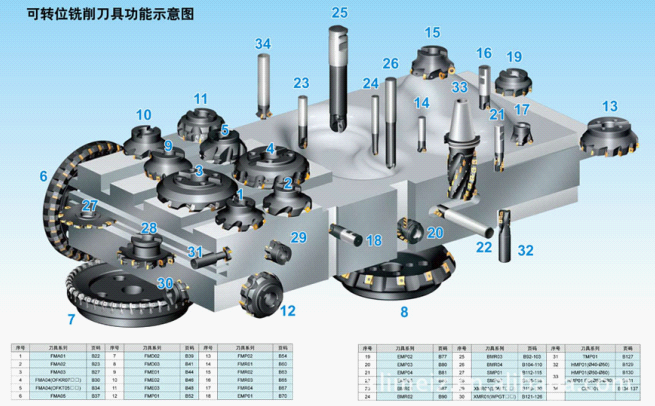
可轉位刀具示意圖
發布時間:2013-05-28 瀏覽:
立銑刀的主切削刃是圓拄面上,端面上的的切削刃是副刀刃。工作時不能沿著銑刀的軸向作進給運動。按照國家標準規定:立銑刀直徑為2-50毫米,可分為粗齒與細齒兩種。直徑2-20為直柄范圍,直徑14-50為錐柄范圍。
標準立銑刀有粗齒和細齒兩種。粗齒立銑刀的齒數為3~4個,螺旋角β大些;細齒立銑刀的齒數為5~8個,螺旋角β小些。切削部分的材料為高速鋼,柄部為45鋼。
銑刀形狀有很多種,普通銑床和數控銑床加工槽與直線輪廓、銑鏜加工中心上加工型腔、型芯、曲面外形/輪廓用。
銑刀大體上分為:
1.平頭銑刀,進行粗銑,去除大量毛坯,小面積水平平面或者輪廓精銑;
2.球頭銑刀,進行曲面半精銑和精銑;小刀可以精銑陡峭面/直壁的小倒角。
3.平頭銑刀帶倒角,可做粗銑去除大量毛坯,還可精銑細平整面(相對于陡峭面)小倒角。
4.成型銑刀,包括倒角刀,T形銑刀或叫鼓型刀,齒型刀,內R刀。
5.倒角刀,倒角刀外形與倒角形狀相同,分為銑圓倒角和斜倒角的銑刀。
6.T型刀,可銑T型槽;
7.齒型刀,銑出各種齒型,比如齒輪。
8.粗皮刀,針對鋁銅合金切削設計之粗銑刀,可快速加工.
銑刀常見有兩種材料:高速鋼,硬質合金。后者相對前者硬度高,切削力強,可提高轉速和進給率,提高生產率,讓刀不明顯,并加工不銹鋼/鈦合金等難加工材料,但是成本更高,而且在切削力快速交變的情況下容易斷刀。