 |
新聞動態more>>
槍鉆、U鉆、群鉆區別
發布時間:2013-11-27 瀏覽:
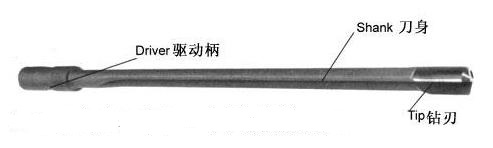
槍鉆是由超硬鎢鋼鉆刃、航天鋼材經熱處理制成的刀身及鋼制驅動柄經高精度的銀焊、銅焊組合而成的
鉆刃:
鉆刃是整個槍鉆的關鍵部分,其獨特科學的組合結構保證在完成切削工作同時還起到自導向的作用, 可以通過一次貫穿得到一個高精度的深孔,鉆刃有兩個基本度,我們可以根據被切削工件的材料及形式來選擇最恰當的組合,以便于工作更好的平衡切削力和斷屑,并將切削力傳遞給支撐凸肩,保證良好的直線度和同軸度。鉆刃有很小的倒錐度并且直徑較刀身略大,可以保證鉆身可以在切削孔內自由旋轉而不會磨擦孔內壁的切削表面,根據不同要求,刃部有單圓孔、腎型孔各雙圓孔的通道同刀身的油道連接,高壓的冷卻液可以通過此通道到達切削點,并將切屑帶出工件。
刀身:
刀身采用航天工業專用合金鋼材并經熱處理制成,刀身有110-120度的V型槽,高壓切削冷卻液經驅動柄、刀身油孔到達刃部后從此V型槽排出孔外,并將切屑帶走,為保證切削的直線度和同軸度,刀身必須有足夠的強度以便在較小的扭轉變形下提供切削所需的扭矩,同時刀身也必須有足夠的韌性,這樣才能吸收刀身高速旋轉產生的震動。 驅動柄:
驅動柄完全依照標準工業加工法的規定制造。其與刀身相接的頸部處有消除應力的光滑弧狀凹槽以避免因應力集中而產生破壞,驅動柄為圓柱形,側面一般加工有兩個平面,供夾持套筒鎖緊整個鉆頭本體
群鉆就是在普通麻花鉆上刃磨出特殊的刃形,可以提高加工效率.
U鉆分帶內冷孔與不帶內冷孔兩種,用于淺孔快速加工,高速高進給加工時,加工品質優秀的鉆頭;加工光潔度及孔徑精度高,可以進行優秀的高精度的鉆孔加工。
以上資料由蘇州碩朔五金工具有限公司整理發布(www.sevenspahill.com)

